
Deburring & Edge Rounding
Vibratory grinding & barrel finishing of your workpieces with highest precision
During the manufacturing process, slag, sharp edges and fraying occur unintentionally on manufactured parts. With the highest precision and reliability, we deburr your workpieces before the parts are further processed - and do so as safely, effectively and economically as possible.
Deburring & Edge Rounding
Deburring removes the sharp burrs, i.e. the edges, fraying or splinters of a mostly metallic workpiece, which occur during the machining process. Burrs impair the smooth functioning of the machine element within the end product - for example, due to poor thread run, fit inaccuracies, etc. - and can cause significant injuries (such as cuts). Sharp edges can be rounded off in a predefined manner.
Trust the specialist: We offer optimum processes for a wide range of materials (such as metal, steels, plastics as well as ceramics) - and all component sizes - from the tip of a ballpoint pen to a milling head for the tool industry.
Process & Materials
Vibratory finishing process:
Diverse materials:
- Metals (non-ferrous metals, precious metals and their alloys)
- Steels (medical steels, their alloys and low alloy steels)
- Plastics
- Ceramics
- Titanium & alloys
- Iron & alloys
- Nickel & alloys
- Cobalt & Alloys
Deburring by barrel finishing (vibratory grinding)
We guarantee optimum results - with our state-of-the-art redundant machine park, specially matched compounds from our own production and decades of experience.
The mostly metallic workpieces are placed in a container as bulk material together with abrasives (grinding stones), water and various chemical additives to finish the surfaces and edges. In drum vibratory grinding, a horizontal or inclined container, the drum, is rotated about its longitudinal axis. The rotational speed of the drum is critical to the metal removal rate and the surface finish achieved. As the speed increases, the contents are carried along the wall in the direction of rotation and thus lifted off. The solid components slide downhill at the top above a certain speed. As the speed increases, the material removal rate increases and the surface finish decreases.
Deburring & edge rounding by vibration grinding
With one of the largest vibrators in Germany, we are optimally equipped for the machining of heavy, large and bulky workpieces.
The workpieces are placed in a vibratory sander with grinding wheels. The vibratory drive system sets both in motion. As a result, the processed objects act on each other and are smoothed, deburred, matted or freed from rust. Large vibrators cause the entire contents to vibrate, allowing even heavy or large workpieces to be processed that would remain at the bottom of the batch, get caught or bumped up in the container during drum and centrifugal grinding. The contents move in a horizontal helical pattern. Sliding occurs mainly during negative amplitude due to the difference in mass between the chip and the workpiece. The design of the machines is either pot-shaped for one-time fillings or screw-shaped for continuous processes.




Edge rounding & deburring by drag grinding
Ideal for precision parts and workpieces with high requirements; e.g. watch cases, rings, implants from the jewelry and medical industries.
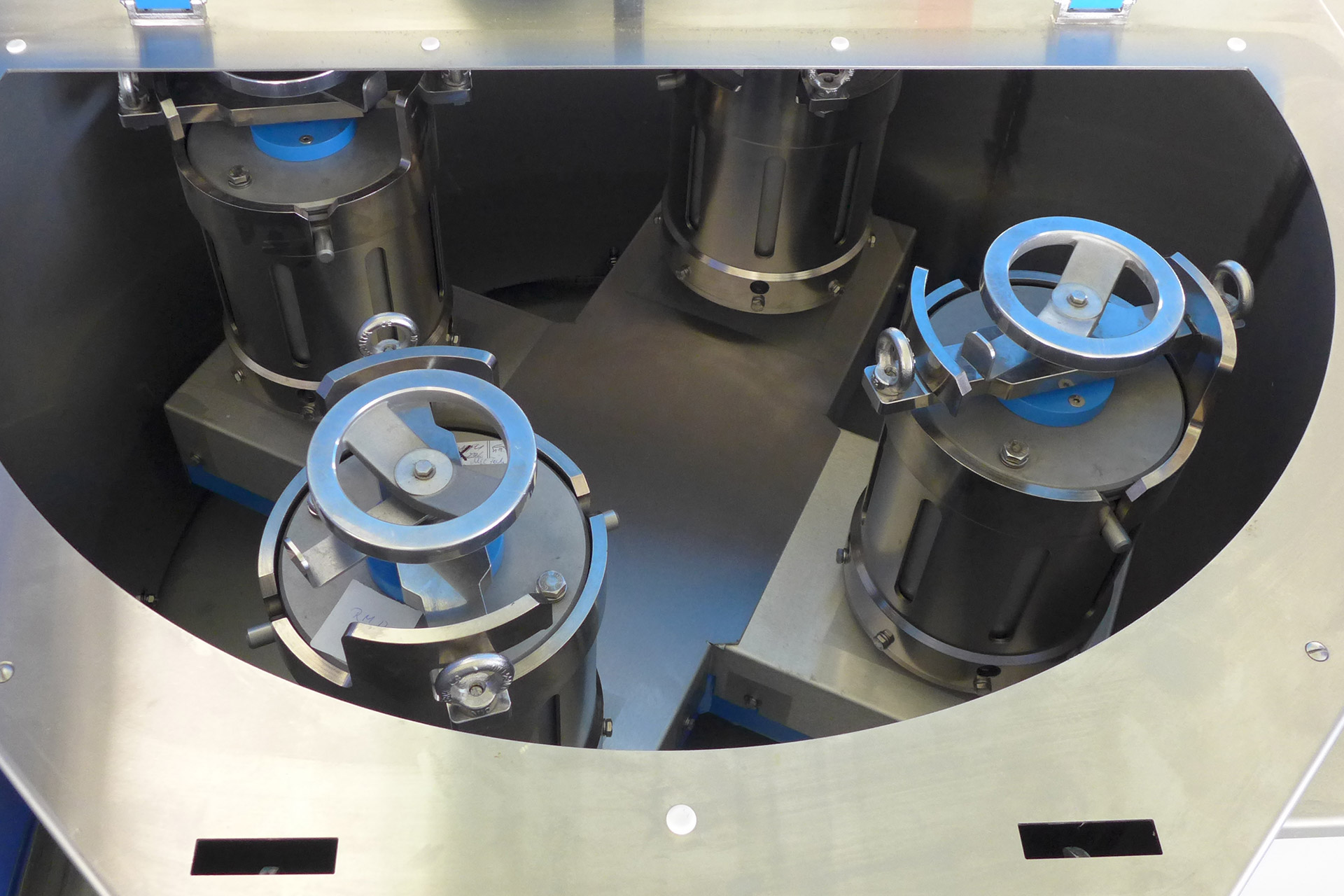
Each workpiece is clamped individually and, depending on the desired processing result, moved through different grinding or polishing bodies - "dragged". Drag grinding systems are ideal for high-quality and damage-sensitive workpieces that need to be ground or polished without contact. A rotating carrier carousel, equipped with up to five rotating spindles each with four holders, processes up to 20 workpieces simultaneously. Carousel rotation and spindle rotation guarantee uniform workpiece machining. Variable plunging depths and speeds in the rotary movement enable up to 40 times more material removal than with conventional vibratory grinding.




{kind=link}
{kind=link}
Deburring & edge rounding by centrifugal grinding
Particularly suitable for the smallest workpieces with sensitive surfaces.
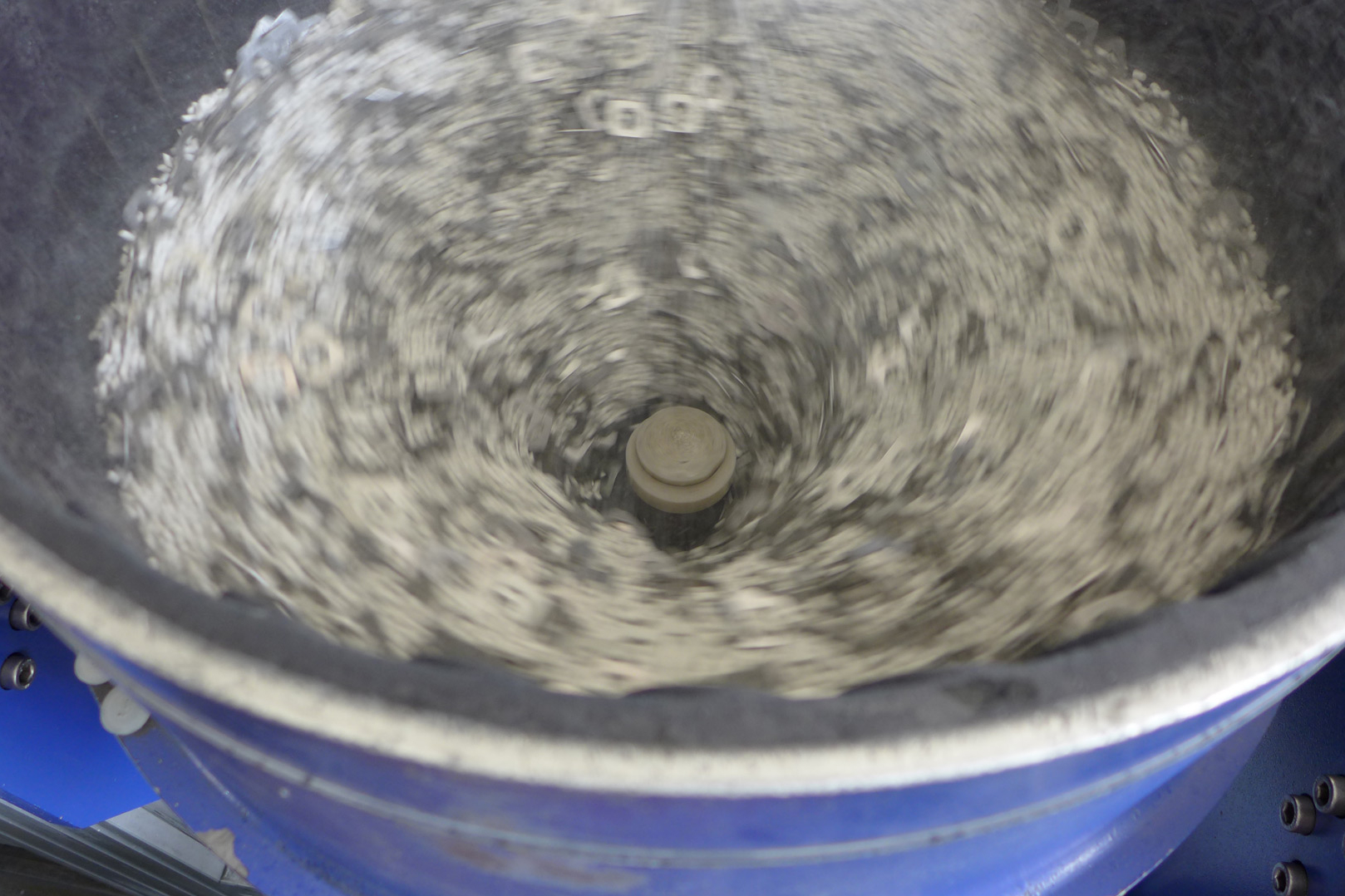
Workpieces, abrasives and compounds are fed into a machine with a rotating platen. It sets the compound in a rotating motion and causes a relative movement between workpieces and abrasives, which leads to material removal on the workpiece surfaces. In platen centrifugal finishing, the batch is located in a stationary, pot-shaped container whose concave plastic base rotates. Curved, radially arranged ribs on the bottom carry the batch along, which rises up the container wall and then slides back down to the center, pressed inward by the following stream. Advantages are the shorter working time compared to drum vibratory grinding, resulting from the absence of neutral zones in the batch.
{kind=link}
Edge rounding & deburring by planetary centrifugal grinding
Single machining for precision parts, small parts and mass-produced parts or small parts with high quantities.
In planetary centrifugal grinding, the workpieces are not clamped, but come together with the granules into the container with the rotor. Several drums are attached to the rotor, whose direction of rotation is opposite to that of the rotor. As a result, the centripetal forces that occur reach about 15 times the normal gravity.
{kind=link}
Do you have a processing request?
Contact us. We fulfill your orders with the highest precision and reliability!